- ரேடியேட்டரை நிறுவுவதற்கான இடம் மற்றும் முறையைத் தேர்ந்தெடுப்பது
- குளிரூட்டி சுழற்சி முறைகள்
- 5 நீர் விநியோகத்திற்கான செப்பு குழாய்கள் பற்றிய கட்டுக்கதைகள் மற்றும் உண்மைகள்
- குறிப்பது மற்றும் செலவு
- முறை #2: க்ரூவிங் (ரோல் க்ரூவ்)
- ஒரு முழங்கால் பள்ளம் இணைப்பை தயாரித்தல் மற்றும் உருவாக்குதல்
- முழு வளைந்த அமைப்பை சோதிக்கிறது
- உங்களுக்கு தேவையான கருவிகள்
- செப்பு பொருட்களின் வகைகள்
- தாமிரத்தால் செய்யப்பட்ட குழாய்களை இணைப்பதற்கான விருப்பங்கள்
- வெல்டிங் கூட்டு
- எரியும் இணைப்பு
- இணைப்பு முறை அழுத்தவும்
- நூல் வகை இணைப்புகள்
- சுய சட்டசபை
- உற்பத்தி பொருட்களின் வகைப்பாடு
- செப்பு பொருட்களின் வகைகள்
- நியமனம் மூலம்
- உற்பத்தி முறையின் படி
- பிரிவு வடிவத்தின்படி
- கடினத்தன்மையின் அளவைப் பொறுத்து
- முறுக்கு வகைகள்
ரேடியேட்டரை நிறுவுவதற்கான இடம் மற்றும் முறையைத் தேர்ந்தெடுப்பது
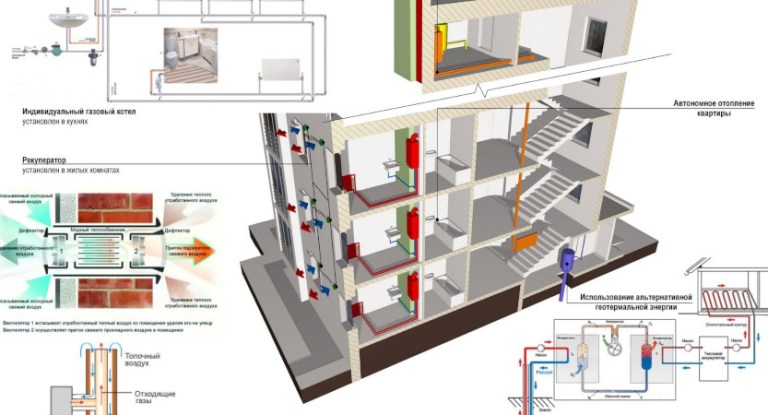
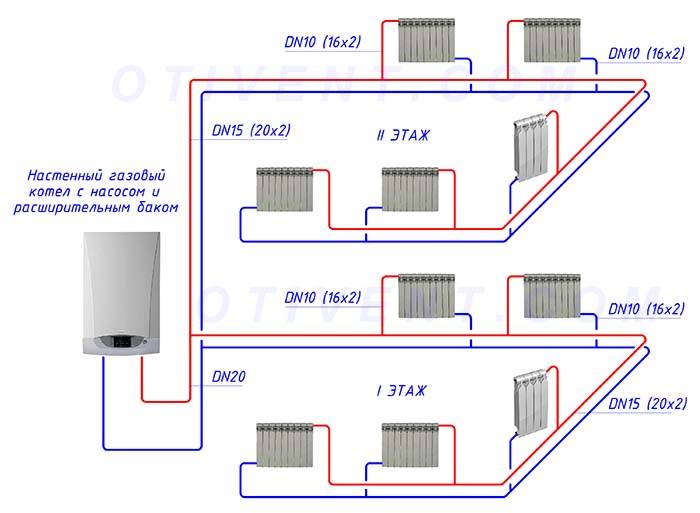
வெப்பமூட்டும் ரேடியேட்டர்களை இணைப்பதற்கான விருப்பங்கள் வீட்டிலுள்ள பொதுவான வெப்பமூட்டும் திட்டம், ஹீட்டர்களின் வடிவமைப்பு அம்சங்கள் மற்றும் குழாய்களை இடும் முறை ஆகியவற்றைப் பொறுத்தது. வெப்பமூட்டும் ரேடியேட்டர்களை இணைக்கும் பின்வரும் முறைகள் பொதுவானவை:
- பக்கவாட்டு (ஒருதலைப்பட்சம்). இன்லெட் மற்றும் அவுட்லெட் குழாய்கள் ஒரே பக்கத்தில் இணைக்கப்பட்டுள்ளன, அதே நேரத்தில் வழங்கல் மேலே அமைந்துள்ளது. பல மாடி கட்டிடங்களுக்கான நிலையான முறை, ரைசர் குழாயிலிருந்து சப்ளை இருக்கும்போது. செயல்திறனைப் பொறுத்தவரை, இந்த முறை மூலைவிட்டத்தை விட தாழ்ந்ததல்ல.
- கீழ்.இந்த வழியில், கீழே இணைப்புடன் பைமெட்டாலிக் ரேடியேட்டர்கள் அல்லது கீழ் இணைப்புடன் ஒரு எஃகு ரேடியேட்டர் இணைக்கப்பட்டுள்ளது. விநியோக மற்றும் திரும்பும் குழாய்கள் சாதனத்தின் இடது அல்லது வலது பக்கத்தில் கீழே இருந்து இணைக்கப்பட்டு, யூனியன் கொட்டைகள் மற்றும் அடைப்பு வால்வுகளுடன் குறைந்த ரேடியேட்டர் இணைப்பு அலகு மூலம் இணைக்கப்பட்டுள்ளது. யூனியன் நட்டு குறைந்த ரேடியேட்டர் குழாயில் திருகப்படுகிறது. இந்த முறையின் நன்மை தரையில் மறைந்திருக்கும் முக்கிய குழாய்களின் இருப்பிடமாகும், மேலும் கீழ் இணைப்புடன் வெப்பமூட்டும் ரேடியேட்டர்கள் உட்புறத்தில் இணக்கமாக பொருந்துகின்றன மற்றும் குறுகிய இடங்களில் நிறுவப்படலாம்.
- மூலைவிட்டம். குளிரூட்டி மேல் நுழைவாயில் வழியாக நுழைகிறது, மற்றும் திரும்ப எதிர் பக்கத்திலிருந்து கீழ் கடையின் வரை இணைக்கப்பட்டுள்ளது. முழு பேட்டரி பகுதியின் சீரான வெப்பத்தை வழங்கும் உகந்த வகை இணைப்பு. இந்த வழியில், வெப்பமூட்டும் பேட்டரியை சரியாக இணைக்கவும், அதன் நீளம் 1 மீட்டரை தாண்டியது. வெப்ப இழப்பு 2% ஐ விட அதிகமாக இல்லை.
- சேணம். வழங்கல் மற்றும் திரும்புதல் எதிர் பக்கங்களில் அமைந்துள்ள கீழ் துளைகளுடன் இணைக்கப்பட்டுள்ளது. வேறு எந்த முறையும் சாத்தியமில்லாத போது இது முக்கியமாக ஒற்றை குழாய் அமைப்புகளில் பயன்படுத்தப்படுகிறது. சாதனத்தின் மேல் பகுதியில் குளிரூட்டியின் மோசமான சுழற்சியின் விளைவாக வெப்ப இழப்புகள் 15% ஐ அடைகின்றன.
வீடியோவை பார்க்கவும்
நிறுவலுக்கான இடத்தைத் தேர்ந்தெடுக்கும்போது, வெப்ப சாதனங்களின் சரியான செயல்பாட்டை உறுதி செய்யும் பல காரணிகள் கணக்கில் எடுத்துக்கொள்ளப்படுகின்றன. சாளர திறப்புகளின் கீழ், குளிர்ந்த காற்றின் ஊடுருவலில் இருந்து குறைந்தபட்சம் பாதுகாக்கப்பட்ட இடங்களில் நிறுவல் மேற்கொள்ளப்படுகிறது. ஒவ்வொரு சாளரத்தின் கீழும் ஒரு பேட்டரியை நிறுவ பரிந்துரைக்கப்படுகிறது. சுவரில் இருந்து குறைந்தபட்ச தூரம் 3-5 செ.மீ., தரை மற்றும் ஜன்னல் சன்னல் இருந்து - 10-15 செ.மீ.. சிறிய இடைவெளிகளுடன், வெப்பச்சலனம் மோசமடைகிறது மற்றும் பேட்டரி சக்தி குறைகிறது.
நிறுவல் இடத்தைத் தேர்ந்தெடுக்கும்போது ஏற்படும் பொதுவான தவறுகள்:
- கட்டுப்பாட்டு வால்வுகளை நிறுவுவதற்கான இடம் கணக்கில் எடுத்துக்கொள்ளப்படவில்லை.
- தரை மற்றும் ஜன்னல் சன்னல் ஒரு சிறிய தூரம் சரியான காற்று சுழற்சி தடுக்கிறது, இதன் விளைவாக வெப்ப பரிமாற்றம் குறைகிறது மற்றும் அறை செட் வெப்பநிலை வரை சூடாக இல்லை.
- ஒவ்வொரு சாளரத்தின் கீழும் அமைந்துள்ள பல பேட்டரிகளுக்குப் பதிலாக ஒரு வெப்ப திரைச்சீலை உருவாக்கும், ஒரு நீண்ட ரேடியேட்டர் தேர்ந்தெடுக்கப்பட்டது.
- அலங்கார கிரில்ஸ் நிறுவுதல், வெப்பத்தின் சாதாரண பரவலைத் தடுக்கும் பேனல்கள்.
குளிரூட்டி சுழற்சி முறைகள்
குழாய் வழியாக குளிரூட்டியின் சுழற்சி இயற்கையான அல்லது கட்டாய வழியில் நிகழ்கிறது. இயற்கையான (ஈர்ப்பு) முறையானது கூடுதல் உபகரணங்களைப் பயன்படுத்துவதில்லை. வெப்பத்தின் விளைவாக திரவத்தின் பண்புகளில் ஏற்படும் மாற்றம் காரணமாக குளிரூட்டி நகரும். பேட்டரிக்குள் நுழையும் சூடான குளிரூட்டி, குளிர்ந்து, அதிக அடர்த்தி மற்றும் வெகுஜனத்தைப் பெறுகிறது, அதன் பிறகு அது கீழே விழுகிறது, மேலும் சூடான குளிரூட்டி அதன் இடத்தில் நுழைகிறது. திரும்பும் குளிர்ந்த நீர் புவியீர்ப்பு மூலம் கொதிகலனுக்குள் பாய்கிறது மற்றும் ஏற்கனவே சூடான திரவத்தை இடமாற்றம் செய்கிறது. சாதாரண செயல்பாட்டிற்கு, ஒரு நேரியல் மீட்டருக்கு குறைந்தபட்சம் 0.5 செமீ சாய்வில் குழாய் நிறுவப்பட்டுள்ளது.
உந்தி உபகரணங்களைப் பயன்படுத்தி கணினியில் குளிரூட்டும் சுழற்சியின் திட்டம்
குளிரூட்டியின் கட்டாய விநியோகத்திற்கு, ஒன்று அல்லது அதற்கு மேற்பட்ட சுழற்சி குழாய்களை நிறுவுவது கட்டாயமாகும். கொதிகலன் முன் திரும்பும் குழாயில் பம்ப் நிறுவப்பட்டுள்ளது. இந்த வழக்கில் வெப்பத்தின் செயல்பாடு மின்சார விநியோகத்தைப் பொறுத்தது, இருப்பினும், இது குறிப்பிடத்தக்க நன்மைகளைக் கொண்டுள்ளது:
- சிறிய விட்டம் கொண்ட குழாய்களின் பயன்பாடு அனுமதிக்கப்படுகிறது.
- பிரதானமானது எந்த நிலையிலும், செங்குத்தாக அல்லது கிடைமட்டமாக நிறுவப்பட்டுள்ளது.
- குறைந்த குளிரூட்டி தேவை.
5 நீர் விநியோகத்திற்கான செப்பு குழாய்கள் பற்றிய கட்டுக்கதைகள் மற்றும் உண்மைகள்
பிளம்பிங் செப்பு குழாய்கள் போட்டி மற்றும் விழிப்புணர்வு இல்லாமை காரணமாக கட்டுக்கதைகளின் வகையிலிருந்து பல குறைபாடுகளைக் கொண்டுள்ளன.
1. செப்பு குழாய் அதிக விலை. பிளாஸ்டிக் குழாய்களின் ஆக்கிரமிப்பு விளம்பரத்திற்கு நன்றி இந்த யோசனை உருவாக்கப்பட்டது. உண்மையில், செப்பு குழாய்கள் பிளாஸ்டிக் குழாய்களை விட 2-3 மடங்கு அதிக விலை கொண்டவை, ஆனால் தாமிரத்தால் செய்யப்பட்ட பொருத்துதல்கள் பாலிமர்களால் செய்யப்பட்டதை விட 30-50 மடங்கு குறைவாக இருக்கும். குழாயின் நிறுவல் முறைகள் ஒரே மாதிரியாகப் பயன்படுத்தப்படலாம் என்பதால், இந்த பொருட்களிலிருந்து அமைப்புகளை நிறுவுவதற்கான செலவுகள் தோராயமாக சமமாக இருக்கும். இதன் விளைவாக, முடிக்கப்பட்ட குழாயின் விலை அமைப்பின் இடவியலைப் பொறுத்தது.
நீண்ட மற்றும் பிரிக்கப்படாத நெட்வொர்க்குகளின் விஷயத்தில் (முக்கியம், எடுத்துக்காட்டாக), பிளாஸ்டிக் குழாய்கள் மிகவும் மலிவானவை. அதிக அளவு குளோரினேஷனுக்காக வடிவமைக்கப்பட்ட, ஆனால் ரஷ்ய சந்தையில் கிடைக்காத விலையுயர்ந்த, நல்ல பிளாஸ்டிக்குகளைப் பயன்படுத்தும் போது, பாலிமர் அமைப்புகள் வெளிப்படையாக விலை உயர்ந்ததாக இருக்கும். பொருத்துதல்களைப் பயன்படுத்தாமல் செப்பு குழாய்களை நிறுவ முடியும், இது மலிவானது. செப்பு அமைப்புகளின் ஆயுள் மற்றும் அதிக நம்பகத்தன்மையைக் கருத்தில் கொண்டு, அவற்றின் செயல்பாட்டின் விலை பிளாஸ்டிக் பொருட்களை விட குறைவான அளவாகும். பயன்படுத்தப்பட்ட செப்பு குழாய் அகற்றப்பட்டால், செலவழித்த நிதி திரும்பப் பெறப்படுகிறது.
2. தாமிரம் விஷமானது. முற்றிலும் ஆதாரமற்ற கூற்று. நச்சு என்பது தொழில்துறையால் உற்பத்தி செய்யப்படும் சிறப்பு செப்பு கலவைகள் (சாயங்கள், நீல விட்ரியால், மற்றவை) மற்றும் குழாயில் இயற்கையாக உருவாகவில்லை. இந்த உலோகத்தின் ஆக்சைடுகள், முக்கியமாக அதன் மேற்பரப்பில் ஒரு பாதுகாப்பு படம் (பாட்டின) விஷம் அல்ல.மாறாக, அவை மற்றும் தாமிரம் ஒரு லேசான பாக்டீரிசைடு மற்றும் பாக்டீரியோஸ்டேடிக் விளைவைக் கொண்டுள்ளன, இது அத்தகைய குழாயிலிருந்து தண்ணீரைப் பயன்படுத்தும் போது, அதிக தொற்று பாதுகாப்பை உறுதி செய்கிறது.
3. குளோரின். அதன் தூய வடிவில் உள்ள இந்த பொருள் மிகவும் வலுவான ஆக்ஸிஜனேற்ற முகவர், செப்பு குழாய்கள் மூலம் போக்குவரத்துக்கு தடைசெய்யப்பட்டுள்ளது. குளோரின் சேர்மங்களின் தாக்கம், தண்ணீர் கிருமி நீக்கம் செய்யப் பயன்படுவது உட்பட, தாமிரம் முற்றிலும் வலியின்றி பொறுத்துக்கொள்ளும். மாறாக, இந்த பொருட்களுடனான தொடர்பு செப்பு மேற்பரப்பில் ஒரு பாதுகாப்பு வலையை உருவாக்குவதை துரிதப்படுத்துகிறது. எனவே, அமெரிக்காவில், ஒரு புதிய குழாயின் தொழில்நுட்ப சுத்திகரிப்பு போது, ஒரு பாதுகாப்பு அடுக்கை விரைவாகப் பெறுவதற்காக ஹைப்பர்குளோரினேஷன் மேற்கொள்ளப்படுகிறது.
பிளம்பிங் சந்தையில் பிளாஸ்டிக் குழாய்களை அறிமுகப்படுத்தியதன் மூலம் "குளோரின் பிரச்சனை" தாமிரத்துடன் தொடங்கியது. தண்ணீரை கிருமி நீக்கம் செய்ய பயன்படுத்தப்படும் குளோரின் கலவைகள் கூட பெரும்பாலான பிளாஸ்டிக்குகளில் தீங்கு விளைவிக்கும் என்பதே இதற்குக் காரணம். வெற்றிகரமான சந்தைப்படுத்துதலின் தங்க விதி, உங்களுக்குத் தெரிந்தபடி, கூறுகிறது: "ஒரு போட்டியாளருக்கு உங்கள் குற்றத்தை மாற்றவும் - அவர் தன்னை நியாயப்படுத்தட்டும்."
4. அலையும் நீரோட்டங்கள். இவை பூமியை கடத்தும் ஊடகமாகப் பயன்படுத்தும்போது அதில் பாயும் நீரோட்டங்கள். இந்த வழக்கில், அவை தரையில் உள்ள உலோகப் பொருட்களின் அரிப்புக்கு வழிவகுக்கும். இது சம்பந்தமாக, தவறான நீரோட்டங்கள் செப்பு குழாய்களுடன் எந்த தொடர்பும் இல்லை, அவை பெரும்பாலும் உள்நாட்டில் உள்ளன.
செம்பு மற்றும் எஃகு அமைப்புகளை பிரதான நில மின்முனையாகப் பயன்படுத்துவது தடைசெய்யப்பட்டுள்ளது. இந்த விதியை கண்டிப்பாக கடைபிடித்தால், எந்த மின் பிரச்சனையும் ஏற்படாது (தெரியாத நீரோட்டங்கள் உட்பட). தரையிறக்கம், அவசர பயன்முறையில் இயங்குகிறது, குறுகிய கால மின்னோட்டத்தை மட்டுமே கடந்து செல்கிறது, இது குழாய்க்கு தீங்கு விளைவிக்காது.மின் நிறுவல்களின் வடிவமைப்பு மற்றும் செயல்பாட்டிற்கான அடிப்படை விதிகள் மீறப்படும்போது மட்டுமே சிக்கல்கள் எழுகின்றன.
குறிப்பது மற்றும் செலவு
வெப்பத்திற்கான குழாய்கள் தயாரிக்கப்படுகின்றன, GOST களின் படி குறிக்கப்படுகின்றன. உதாரணமாக, 0.8-10 மிமீ சுவர் தடிமன் கொண்ட தயாரிப்புகள் GOST 617-90 தரநிலைகளின்படி தயாரிக்கப்படுகின்றன. மற்றொரு பதவி GOST 859-2001 ஆல் கட்டுப்படுத்தப்படும் தாமிரத்தின் தூய்மையைப் பற்றியது. அதே நேரத்தில், M1, M1p, M2, M2p, M3, M3 மதிப்பெண்கள் அனுமதிக்கப்படுகின்றன.










தயாரிக்கப்பட்ட தயாரிப்புகளில் குறிக்கப்பட்ட குறிப்பதன் மூலம், பின்வரும் தகவலை நீங்கள் கண்டுபிடிக்கலாம்:
- குறுக்கு வெட்டு வடிவம். KR என்ற எழுத்துக்களால் நியமிக்கப்பட்டது.
- நீளம் - இந்த காட்டி வெவ்வேறு அடையாளங்களைக் கொண்டுள்ளது. BT - விரிகுடா, MD - பரிமாணம், KD - பல பரிமாணம்.
- பொருளை உற்பத்தி செய்யும் முறை. உறுப்பு பற்றவைக்கப்பட்டால், அதில் C என்ற எழுத்து குறிக்கப்படுகிறது, D என்ற எழுத்து வரையப்பட்ட தயாரிப்புகளில் வைக்கப்படுகிறது.
- சிறப்பு இயக்க அம்சங்கள். எடுத்துக்காட்டாக, அதிகரித்த தொழில்நுட்ப பண்புகள் P. உயர் பிளாஸ்டிசிட்டி குறியீட்டால் குறிக்கப்படுகின்றன - PP, அதிகரித்த வெட்டு துல்லியம் - PU, துல்லியம் - PS, வலிமை - PT.
- உற்பத்தி துல்லியம். நிலையான காட்டி H என்ற எழுத்தால் குறிக்கப்படுகிறது, அதிகரித்தது - பி.
குறிப்பதை எவ்வாறு படிப்பது என்பதை பார்வைக்கு புரிந்து கொள்ள, நீங்கள் ஒரு எளிய உதாரணத்தை புரிந்து கொள்ள வேண்டும் - DKRNM50x3.0x3100. மறைகுறியாக்கம்:
- இது M1 பிராண்டால் நியமிக்கப்பட்ட தூய தாமிரத்தால் ஆனது.
- தயாரிப்பு நீட்டிக்கப்படுகிறது.
- வடிவம் வட்டமானது.
- மென்மையானது.
- வெளிப்புற விட்டம் - 50 மிமீ.
- சுவர் தடிமன் - 3 மிமீ.
- உற்பத்தியின் நீளம் 3100 மிமீ ஆகும்.
ஐரோப்பிய உற்பத்தியாளர்கள் ஒரு சிறப்பு DIN 1412 குறியிடும் முறையைப் பயன்படுத்துகின்றனர், அவர்கள் நீர் வழங்கல் மற்றும் வெப்ப அமைப்புகளின் கூறுகளுக்கு EN-1057 பதவியைப் பயன்படுத்துகின்றனர்.இது குழாய்கள் தயாரிக்கப்படும் தரநிலையின் எண்ணிக்கையை உள்ளடக்கியது, கலவையில் சேர்க்கப்பட்டுள்ள கூடுதல் உறுப்பு - பாஸ்பரஸ். துருவுக்கு எதிர்ப்பை அதிகரிக்க இது தேவைப்படுகிறது.
ஒரு தொழிற்சாலையில் செப்பு குழாய்கள்
முறை #2: க்ரூவிங் (ரோல் க்ரூவ்)
இறுதிப் பள்ளங்கள் (முழங்கிய பள்ளங்கள்) உடன் இணைக்கப்பட்ட பைப்லைன்கள், தெளிப்பான் (நீர்ப்பாசனம்) தீ அமைப்புகளின் கட்டுமானத்தில் நீண்ட காலமாக நடைமுறையில் உள்ளன. 1925 ஆம் ஆண்டு முதல், வெப்பம், காற்றோட்டம், ஏர் கண்டிஷனிங் மற்றும் பிற அமைப்புகளுக்கு எஃகு மற்றும் இரும்பு குழாய்களில் குழாய்களை இணைக்கும் இந்த முற்றிலும் நம்பகமான முறை பயன்படுத்தப்படுகிறது.
இதற்கிடையில், 50 மிமீ முதல் 200 மிமீ விட்டம் கொண்ட செப்பு குழாய்களுக்கும் இதேபோன்ற நெர்ல்டு மெக்கானிக்கல் இணைப்பு முறை உள்ளது. வளைந்த இயந்திர இணைப்பு கிட் கொண்டுள்ளது:
- இணைப்புகள்,
- கேஸ்கட்கள்,
- பல்வேறு பொருத்துதல்கள்.
மெக்கானிக்கல் நர்லிங் அமைப்பு பெரிய விட்டம் கொண்ட செப்பு குழாய்களை சாலிடரிங் செய்வதற்கு ஒரு நடைமுறை மாற்றீட்டை வழங்குகிறது. அதன்படி, பள்ளம் முறைக்கு பிரேசிங் அல்லது மென்மையான சாலிடரிங் போன்ற கூடுதல் வெப்பம் (திறந்த சுடரைப் பயன்படுத்தி) தேவையில்லை.
தாமிரக் குழாயின் முடிவில் உள்ள முணுமுணுப்பு பள்ளம் "நுர்ல்டு பள்ளம்" இணைப்பு முறையின் முக்கிய கூறுகளில் ஒன்றாகும். உருட்டப்பட்ட பிறகு அளவீடு பொருத்தமான பொருத்தத்தை தீர்மானிக்கிறது
பள்ளம் பிணைப்பு தாமிரத்தின் நீர்த்துப்போகும் பண்புகள் மற்றும் குளிர் வேலை செய்யும் போது இந்த உலோகத்தின் அதிகரித்த வலிமை ஆகியவற்றை அடிப்படையாகக் கொண்டது. வடிவமைப்பானது கிளாம்பிங் அமைப்பை சீல் செய்வதை உள்ளடக்கியது, இதற்காக ஒரு செயற்கை எலாஸ்டோமர் கேஸ்கெட் (EPDM - Ethylene Propylene Diene Methylene) மற்றும் சிறப்பாக வடிவமைக்கப்பட்ட கிளாம்ப் பயன்படுத்தப்படுகிறது.உலகெங்கிலும் உள்ள பல உற்பத்தியாளர்கள் உருவாக்குவதற்கான கருவிகளை வழங்குகிறார்கள் முழங்கால் மூட்டுகள் - கேஸ்கட்கள், கவ்விகள், பொருத்துதல்கள்.
பல்வேறு அளவுகளின் பொருத்துதல்கள் மற்றும் கேஸ்கட்களுடன் கூடிய வேலை கவ்விகள் முட்டி பள்ளம் முறையால் செய்யப்பட்ட இணைப்புகளின் வடிவமைப்பில் பயன்படுத்தப்படுகின்றன.
ஒரு முழங்கால் பள்ளம் இணைப்பை தயாரித்தல் மற்றும் உருவாக்குதல்
மற்ற சாலிடர்லெஸ் செம்பு இணைக்கும் செயல்முறைகளைப் போலவே, ஒரு வலுவான, கசிவு-இறுக்கமான பற்றவைப்பை உருவாக்குவதில் குழாய் முனையின் சரியான தயாரிப்பு முதன்மை முக்கியத்துவம் வாய்ந்தது. ஒவ்வொரு வகை செப்புக் குழாயிற்கும் நர்லிங் கருவியின் சரியான தேர்வும் வெளிப்படையானது. இந்த வகையான இணைப்புகளின் பாதுகாப்பான, சிக்கல் இல்லாத தயாரிப்பை உறுதிசெய்ய, உற்பத்தியாளரின் பரிந்துரைகளைப் பின்பற்ற வேண்டும்.
இந்த வகை இணைப்புக்கான அனுமதிக்கப்பட்ட அழுத்தங்கள் மற்றும் வெப்பநிலைகளின் அட்டவணை
| இணைப்பு வகை | அழுத்த வரம்பு, kPa | வெப்பநிலை வரம்பு, ºC |
| க்ரூவ், டி = 50.8 - 203.2 மிமீ, வகை கே, எல் | 0 — 2065 | K க்கு மைனஸ் 35 / பிளஸ் 120 Lக்கு மைனஸ் 30 / பிளஸ் 80 |
| ரோல் க்ரூவ், டி = 50.8 - 101.2 மிமீ, டி = 50.8 - 203.2 மிமீ வகை எம் | 0 — 1725 | கழித்தல் 35 / கூட்டல் 120 |
| 0 — 1375 | கழித்தல் 30 / கூட்டல் 80 |
மடிந்த பள்ளங்களுடன் முடிச்சு ஒன்றைச் சேர்ப்பதற்கான படிப்படியான செயல்முறை:
- செப்பு குழாய்களின் முனைகளை அச்சுக்கு செங்குத்தாக வெட்டவும்.
- வெட்டுதல் மற்றும் சேம்பர் செய்த பிறகு பர்ர்களை அகற்றவும்.
- பொருத்தமான உற்பத்தியாளரின் தேவைக்கேற்ப பள்ளங்களை விரும்பிய பரிமாணங்களுக்கு உருட்டவும்.
- சேதத்திற்கான பொருத்துதல்கள், கேஸ்கட்கள், கவ்விகளை ஆய்வு செய்யுங்கள்.
- உற்பத்தியாளரின் பரிந்துரைகளின்படி கேஸ்கட்களை உயவூட்டு.
இறுதி அசெம்பிளிக்கு முன், கிளாம்பிங் மேற்பரப்புகளை சுத்தம் மற்றும் குப்பைகளை ஆய்வு செய்யவும். உற்பத்தியாளரின் பரிந்துரைகளின்படி கலவையை வரிசைப்படுத்துங்கள்.
"நர்லிங் க்ரூவ்" முறையைப் பயன்படுத்தி முனையின் நடைமுறையில் கூடியிருந்த துண்டு.செப்பு குழாய்களின் இறுதி இருக்கைக்கு முன் கிளாம்பிங் அடைப்புக்குறியின் மீள் கேஸ்கட்கள் ஒரு சிறிய அளவு மசகு எண்ணெய் கொண்டு சிகிச்சையளிக்கப்படுகின்றன.
உற்பத்தியாளரின் பரிந்துரைகளின்படி கிளாம்ப் கொட்டைகள் இறுதியாக தேவையான முறுக்குக்கு இறுக்கப்பட வேண்டும். திருகுகளை இறுக்கிய பிறகு, அசெம்பிளி ஒழுங்காக கூடியிருப்பதை உறுதிசெய்ய, கிளாம்ப் பகுதியை மறுபரிசீலனை செய்ய வேண்டும்.
முழு வளைந்த அமைப்பை சோதிக்கிறது
கணினியில் காற்று அல்லது நீர் அழுத்தத்தைப் பயன்படுத்துவதன் மூலம் ஒரு முழுமையான குழாய் அமைப்பின் சோதனை மேற்கொள்ளப்படலாம். ஒப்பீட்டளவில் உயர் சோதனை அழுத்தம் பயன்படுத்தப்படும் போது ஹைட்ரோபியூமேடிக் முறையும் நிராகரிக்கப்படவில்லை.
எவ்வாறாயினும், சோதனை அழுத்தத்தின் மதிப்பு, முறுக்கப்பட்ட பள்ளம் அமைப்பின் உற்பத்தியாளரால் குறிப்பிடப்பட்ட அதிகபட்ச அனுமதிக்கக்கூடிய வேலை அழுத்தத்தை விட அதிகமாக இருக்கக்கூடாது என்பதை கணக்கில் எடுத்துக்கொள்ள வேண்டும்.
உங்களுக்கு தேவையான கருவிகள்
திறமையான நிறுவலை மேற்கொள்ள, உங்களிடம் பின்வரும் கருவிகள் இருக்க வேண்டும்:
- குழாய் கட்டர் - குறிப்பிட்ட வகை குழாய் குறுக்குவெட்டின் அடிப்படையில் தேர்ந்தெடுக்கப்பட வேண்டும். இயந்திர அல்லது கைமுறையாக இருக்கலாம்;
- சாண்டர் - மணர்த்துகள்கள் கொண்ட காகிதம் மூலம் மாற்றப்படலாம்;
- செப்பு குழாய்களை சாலிடரிங் செய்வதற்கான எரிவாயு டார்ச் அல்லது ஃப்ளக்ஸ் மற்றும் சாலிடருடன் சாலிடரிங் இரும்பு.
பேட்டரிகள் நிறுவ திட்டமிடப்பட்டுள்ள இடங்களின் கட்டாய பதவியுடன் வெப்ப அமைப்புக்கான திட்டத்தை வரைவதன் மூலம் வேலை தொடங்குகிறது. அடுத்த கட்டம் குழாயை வெட்டப்பட்ட நீளமாக வெட்டுவது. முனைகள் கண்டிப்பாக செங்குத்தாக இருக்க வேண்டும் என்பதை மனதில் கொள்ள வேண்டும். வெட்டப்பட்ட மாதிரிகள் பர்ர்கள் இல்லாமல் இருக்க வேண்டும். மூட்டுகளை மெல்லிய மணர்த்துகள்கள் கொண்ட காகிதம் கொண்டு சுத்தம் செய்ய வேண்டும்.










குழாயின் சுத்தம் செய்யப்பட்ட முடிவில் ஒரு ஃப்ளக்ஸ் பயன்படுத்தப்படுகிறது, அதன் பிறகு அது (முடிவு) ரேடியேட்டரில் செருகப்படுகிறது அல்லது அது நிறுத்தப்படும் வரை பொருத்தப்படுகிறது.அதன் பிறகு, சாலிடரிங் செப்பு வெப்பமூட்டும் குழாய்களுக்கான கூட்டுக்கு சாலிடர் பயன்படுத்தப்படுகிறது. சந்திப்பில் உள்ள இனச்சேர்க்கை பாகங்கள் ஒரு எரிவாயு பர்னர் மூலம் சூடேற்றப்படுகின்றன. சுடர் சாலிடரைத் தொடாதபடி கவனமாக இருக்க வேண்டும். ஆனால், அதே நேரத்தில், பொருத்துதல் மற்றும் குழாய் இடையே இடைவெளிகளை நிரப்புவதற்காக அது உருக வேண்டும்.
செப்பு பொருட்களின் வகைகள்
செப்பு குழாய்களின் பல வகைப்பாடுகள் உள்ளன. அவற்றில் சிலவற்றைக் கருத்தில் கொள்வோம். உற்பத்தி முறையின்படி, தயாரிப்புகள் வேறுபடுகின்றன:
- இணைக்கப்படாத. அவை ஸ்டாம்பிங் அல்லது ரோலிங் மூலம் தூய உலோகத்திலிருந்து தயாரிக்கப்படுகின்றன. அவை அதிக இழுவிசை வலிமையால் வகைப்படுத்தப்படுகின்றன, இது சுமார் 450 MPa ஆகும். இந்த வழக்கில், உலோகத்தின் டக்டிலிட்டி குறைகிறது, இது பாகங்களைப் பயன்படுத்துவதில் சில கட்டுப்பாடுகளை உருவாக்குகிறது.
- காய்ச்சிப்பதனிட்டகம்பி. அவை சிறப்பு செயலாக்க தொழில்நுட்பத்தில் வேறுபடுகின்றன. குழாய்கள் 700C க்கு சூடேற்றப்படுகின்றன, பின்னர் படிப்படியாக குளிர்விக்கப்படுகின்றன. இதன் விளைவாக, தயாரிப்புகள் ஓரளவு தங்கள் வலிமையை இழக்கின்றன, ஆனால் அதிக நீர்த்துப்போகும். இத்தகைய குழாய்கள் செய்தபின் நீட்டிக்கப்படுகின்றன, இடைவெளிக்கு முன், உறுப்பு நீளம் ஒன்றரை மடங்கு அதிகரிக்கலாம். அனீல் செய்யப்பட்ட தயாரிப்புகள் மென்மையானவை, இது அவற்றின் நிறுவலை எளிதாக்குகிறது.
பகுதியின் வடிவம் சுற்று மற்றும் செவ்வக உறுப்புகளை வேறுபடுத்துகிறது. பிந்தையவை அதிக விலையால் வேறுபடுகின்றன, இது அவற்றின் உற்பத்தியின் சிக்கலான தன்மை காரணமாகும். ஒரு திரவ முறையால் குளிரூட்டப்பட்ட மின் உபகரணங்களின் ஸ்டேட்டர் முறுக்குகளில் கடத்திகள் உற்பத்திக்கு அவை பயன்படுத்தப்படுகின்றன. வெளிப்புற விட்டம் அடிப்படையில் அல்லாத காப்பிடப்பட்ட செப்பு தயாரிப்புகளின் நிலையான அளவுகள் 12 முதல் 267 மிமீ வரை வேறுபடுகின்றன. கூடுதலாக, நிலையான அளவுகள் ஒவ்வொன்றும் வெவ்வேறு சுவர் தடிமன் கொண்டிருக்கும், இது 0.6 முதல் 3 மிமீ வரை இருக்கும். எரிவாயு விநியோகத்திற்காக, குறைந்தபட்சம் 1 மிமீ தடிமன் கொண்ட பொருட்கள் பயன்படுத்தப்படுகின்றன.பிளம்பிங்கில், பொதுவாகப் பயன்படுத்தப்படும் அளவுகள் 22, 18, 15, 12 ஆல் 1 மிமீ, 52 ஆல் 2 மிமீ மற்றும் 42, 35, 28 ஆல் 1.5 மிமீ ஆகும்.
அனீல் செய்யப்பட்ட செப்பு குழாய்கள் சில வலிமையை இழக்கின்றன, ஆனால் சிறப்பு பிளாஸ்டிசிட்டி மற்றும் மென்மையைப் பெறுகின்றன, இது அவற்றின் நிறுவலின் செயல்முறையை எளிதாக்குகிறது.
GOST 52318-2005 மூன்று வகைகளில் செப்பு பாகங்களை உற்பத்தி செய்வதை ஒழுங்குபடுத்துகிறது, கடினத்தன்மை, செயல்பாட்டு மற்றும் இயந்திர பண்புகளில் வேறுபடுகிறது:
- மென்மையானது. நியமிக்கப்பட்ட M அல்லது W, வழக்கற்றுப் போன r அல்லது F22. வெளிப்புற விட்டம் 25% அதிகரிக்கும் செயல்பாட்டில் விரிசல் மற்றும் முறிவுகள் இல்லாமல் விரிவாக்கத்தைத் தாங்கும். வளைவு மற்றும் பொருத்தம் இல்லாத குளிர் இணைப்புக்கு உட்படுத்தப்படலாம். வெப்பமூட்டும் மற்றும் நீர் வழங்கல் அமைப்புகளை ஏற்பாடு செய்வதற்கும், வெப்பமூட்டும் மற்றும் பிளம்பிங் சாதனங்களுக்கும் குழாய்களின் பீம் விநியோகத்துடன், அதே போல் வெப்ப விசையியக்கக் குழாய்கள், தரை மற்றும் பேனல் வெப்பமாக்கலுக்கும் தயாரிப்புகள் பயன்படுத்தப்படுகின்றன.
- அரை திடமானது. P அல்லது HH, வழக்கற்றுப் போன பதிப்பு z எனக் குறிக்கும். குழாயின் விட்டம் 15% அதிகரிக்கும் செயல்பாட்டில் பாகங்கள் விரிவாக்கத்தைத் தாங்கும். மென்மையான தயாரிப்புகளை விட குறைவான டக்டிலிட்டி, பொருத்தமற்ற இணைப்புக்கு வெப்பத்தைப் பயன்படுத்த வேண்டும். வளைக்க உங்களுக்கு ஒரு குழாய் பெண்டர் தேவைப்படும்.
- திடமான. பதவி T அல்லது H, வழக்கற்றுப் போன z6 அல்லது F30. நிறுவலின் போது, குழாயின் விரிவாக்கம் வெப்ப செயல்முறையின் போது மட்டுமே நிகழ்கிறது. பகுதியை வளைக்க ஒரு குழாய் பெண்டர் பயன்படுத்தப்படுகிறது. திடமான, அதே போல் அரை-திட, கூறுகள் இயக்கம் மற்றும் திருப்பங்களின் திசையில் அடிக்கடி மாற்றங்கள் இல்லாமல் நெடுஞ்சாலைகளை ஏற்பாடு செய்ய பயன்படுத்தப்படுகின்றன. கூடுதலாக, இத்தகைய தயாரிப்புகள் அதிகரித்த இயந்திர வலிமை தேவைப்படும் குழாய்களுக்கு பயன்படுத்தப்படுகின்றன.
சில உற்பத்தியாளர்கள் வெப்பம் மற்றும் நீர் வழங்கல் அமைப்புகளுக்கு தேவைப்படும் கூடுதல் விருப்பங்களுடன் சிறப்பு குழாய்களை உற்பத்தி செய்கிறார்கள்:
- ஒரு பாலிஎதிலீன் மெல்லிய சுவர் உறை மூலம் காப்பிடப்பட்டுள்ளது, அதன் தடிமன் 2-2.5 மிமீ ஆகும். பொருள் இரசாயன மற்றும் இயந்திர அழுத்தத்தை எதிர்க்கும், 12 முதல் 54 மிமீ விட்டம் கொண்ட குழாய்களுக்கு பயன்படுத்தப்படுகிறது. உறை வெப்ப அமைப்புகளில் இருக்கும் வெப்ப இழப்பைக் குறைக்கிறது மற்றும் குளிர்ந்த நீர் குழாய்களில் மின்தேக்கி உருவாவதைத் தடுக்கிறது.
- 2.5 முதல் 3 மிமீ தடிமன் கொண்ட பாதுகாப்பு காப்பு. பாலிஎதிலீன் ஷெல்லின் உள் பக்கத்தில் சிறிய நீளமான பற்கள் பொருத்தப்பட்டுள்ளன, அவை காற்று சேனல்களை உருவாக்குகின்றன. இதனால், வெப்ப காப்பு பண்புகள் மேம்படுத்தப்பட்டு, வெப்பநிலை ஏற்ற இறக்கங்களுடன் மோனோலிதிக் குழாயின் வெப்ப விரிவாக்கத்தை மேற்கொள்ள முடியும்.
- நுரை பொருட்களால் செய்யப்பட்ட வெப்ப காப்பு ஷெல் மூலம்: செயற்கை ரப்பர், பாலிஎதிலீன் நுரை, மென்மையான பாலியூரிதீன் நுரை போன்றவை. காப்பு அடுக்கின் அகலம் 30 மிமீக்கு மேல் இருக்கலாம். சூடான நீர் மற்றும் வெப்ப அமைப்புகளில் அதிக வெப்ப பரிமாற்றத்தை குறைக்க ஷெல் பயன்படுத்தப்படுகிறது.
தேவைப்பட்டால், நிறுவப்பட்ட குழாய்களின் தங்குமிடம் மற்றும் வெப்ப காப்புக்கான சிறப்பு பாகங்களை நீங்கள் வாங்கலாம்.
செப்பு பாகங்களை இணைக்க பொருத்துதல்கள் பயன்படுத்தப்படுகின்றன. அவற்றின் வரம்பு மிகவும் விரிவானது. அவை வடிவத்தில் வேறுபடுகின்றன மற்றும் பல்வேறு வகையான இணைப்புகளை உருவாக்க வடிவமைக்கப்பட்டுள்ளன.
தாமிரத்தால் செய்யப்பட்ட குழாய்களை இணைப்பதற்கான விருப்பங்கள்
வெப்பத்தை சேகரிக்கும் போது, பல்வேறு நிறுவல் முறைகள் பயன்படுத்தப்படுகின்றன. எனவே, செப்பு குழாய்களின் நறுக்குதல் ஒரு மடிக்கக்கூடிய மற்றும் மடிக்க முடியாத முறையால் மேற்கொள்ளப்படுகிறது. முதல் வழக்கில், விளிம்புகள், திரிக்கப்பட்ட ஃபாஸ்டென்சர்கள், பொருத்துதல்கள் பயன்படுத்தப்படுகின்றன, அவை தானாகவே சரி செய்யப்படுகின்றன.பிரிக்க முடியாத வெப்ப அமைப்பை வடிவமைக்கும் போது, அழுத்தி, சாலிடரிங் மற்றும் வெல்டிங் பயன்படுத்தப்படுகின்றன.
வெல்டிங் கூட்டு
செப்பு குழாய்களை வெல்டிங் செய்யும் செயல்முறையைப் பார்ப்போம். இந்த நறுக்குதல் நுட்பம் 108 மிமீ அல்லது அதற்கு மேற்பட்ட விட்டம் கொண்ட குழாய்களில் பயன்படுத்தப்படுகிறது. வெப்பமூட்டும் பொருளின் சுவர் தடிமன் குறைந்தது 1.5 மிமீ இருக்க வேண்டும். வெல்டிங் வேலையைச் செய்ய, இந்த விஷயத்தில், பட் மட்டுமே அவசியம், அதே நேரத்தில் சரியான வெப்பநிலை 1084 டிகிரி இருக்க வேண்டும். வெப்பத்தை நிறுவுவதற்கான இந்த விருப்பம் கையால் செய்ய பரிந்துரைக்கப்படவில்லை என்பதைச் சேர்ப்பது மதிப்பு.
இன்றுவரை, பில்டர்கள் பல வகையான வெல்டிங்கைப் பயன்படுத்துகின்றனர்:
- ஆக்ஸி-அசிட்டிலீன் வகை பர்னர்களைப் பயன்படுத்தி எரிவாயு வெல்டிங்.
- நுகர்வு மின்முனைகளுடன் வெல்டிங், ஒரு மந்த வாயு சூழலில் நிகழ்த்தப்படுகிறது - ஆர்கான் அல்லது ஹீலியம்.
- வெல்டிங், இதில் நுகர்வு அல்லாத மின்முனைகள் பயன்படுத்தப்படுகின்றன.
பெரும்பாலான சந்தர்ப்பங்களில், செப்பு கூறுகளை இணைக்க ஆர்க் வெல்டிங் முறை பயன்படுத்தப்படுகிறது. பைப்லைனை இணைக்கத் திட்டமிடப்பட்ட குழாய்கள் தூய தாமிரத்தால் செய்யப்பட்டிருந்தால், ஆர்கான், நைட்ரஜன் அல்லது ஹீலியம் சூழலில் பியூசிபிள் அல்லாத டங்ஸ்டன் மின்முனைகளைப் பயன்படுத்துவது அவசியம். செப்பு கூறுகளை வெல்டிங் செய்யும் போது, செயல்முறை வேகமாக இருக்க வேண்டும். இது குழாயின் உலோகத் தளத்தில் பல்வேறு ஆக்ஸிஜனேற்றங்களை உருவாக்குவதைத் தடுக்கும்.
செப்பு குழாய்களின் வெல்டிங் கூட்டு
அத்தகைய இணைப்புக்கு வலிமையைக் கொடுக்க, நறுக்குதல் வேலை முடிந்ததும், விளைந்த மூட்டுகளின் கூடுதல் மோசடியை மேற்கொள்ள பரிந்துரைக்கப்படுகிறது.
எரியும் இணைப்பு
வெப்ப அமைப்புகளின் நிறுவலின் போது வெல்டிங் டார்ச்ச்களைப் பயன்படுத்துவது சில சிரமங்களை உருவாக்குகிறது. இந்த வழக்கில், செப்பு குழாய் மூட்டுகளை எரியச் செய்ய பரிந்துரைக்கப்படுகிறது.இந்த நிறுவல் முறை பிரிக்கக்கூடியதாக மாறும், இது கட்டாய வெப்பமூட்டும் சட்டசபை நிகழ்வில் சாதகமான பாத்திரத்தை வகிக்கும்.
இந்த வகையான செயல்பாட்டிற்கு எரியும் சாதனத்தின் கட்டாய இருப்பு தேவைப்படும். எரியும் மூலம் வெப்பமூட்டும் குழாய்களை எவ்வாறு இணைப்பது என்பதை விரிவாக விவரிக்க முயற்சிப்போம்:
- தொடங்குவதற்கு, குழாயின் முனை அதன் மேற்பரப்பில் இருந்து பொருளை அறுக்கும் போது உருவாகும் கறைகள் மற்றும் பர்ர்களை அகற்றுவதற்காக சுத்தம் செய்யப்படுகிறது;
- குழாயில் ஒரு இணைப்பு சரி செய்யப்பட்டது;
- பின்னர் குழாய் ஒரு கிளாம்பிங் சாதனத்தில் செருகப்படுகிறது, அதன் உதவியுடன் மேலும் விரிவாக்கம் செய்யப்படுகிறது;
- குழாயின் முடிவின் கோணம் 45 டிகிரி அடையும் வரை நீங்கள் கருவியின் திருகு இறுக்க ஆரம்பிக்க வேண்டும்;
- குழாய் பகுதி இணைப்புக்கு தயாரான பிறகு, அதற்கு ஒரு இணைப்பு கொண்டு வர வேண்டும் மற்றும் கொட்டைகள் இறுக்கப்பட வேண்டும்.
கீழே உள்ள வீடியோவில் செயல்முறை பற்றி மேலும் அறியலாம்.










இணைப்பு முறை அழுத்தவும்
வெப்பமூட்டும் குழாய்களை நிறுவுவதற்கு மேலே உள்ள அனைத்து முறைகளுக்கும் கூடுதலாக, ஒரு அழுத்தும் நுட்பமும் உள்ளது. இந்த வழக்கில் செப்பு கூறுகளை இணைக்க, குழாயின் முன்னர் தயாரிக்கப்பட்ட முடிவை அது நிறுத்தப்படும் வரை இணைப்பில் செருகுவது அவசியம். இதற்குப் பிறகு, ஒரு ஹைட்ராலிக் அல்லது கையேடு அழுத்தத்தின் பயன்பாடு தேவைப்படும், இதன் மூலம் குழாய்கள் சரி செய்யப்படும்.
தடிமனான சுவர் குழாய்களில் இருந்து வெப்பமாக்கல் திட்டமிடப்பட்டிருந்தால், சிறப்பு சுருக்க சட்டைகளுடன் கூடிய பத்திரிகை பொருத்துதல்கள் தேவைப்படும். இந்த கூறுகள் உள்ளே இருந்து வெப்பமாக்குவதற்கான குழாய்கள் மற்றும் பொருத்துதல்களை சுருக்குவதை சாத்தியமாக்குகின்றன, அதே நேரத்தில் வெளிப்புற முத்திரைகள் கட்டமைப்பின் சிறந்த இறுக்கத்தை வழங்கும்.
நூல் வகை இணைப்புகள்
துரதிர்ஷ்டவசமாக, சந்தையில் திரிக்கப்பட்ட இணைப்புகளைக் கொண்ட செப்புக் குழாய்களைக் கண்டுபிடிப்பது சாத்தியமில்லை, எனவே வெப்பமாக்கல் அமைப்பின் பகுதிகளை இணைக்க யூனியன் நட்டு கொண்ட பொருத்துதல்களைப் பயன்படுத்துவது வழக்கம்.
பிற பொருட்களால் செய்யப்பட்ட குழாய்களுடன் செப்பு குழாய்களை இணைக்க, வெண்கல அல்லது பித்தளை திரிக்கப்பட்ட பொருத்துதல்கள் பயன்படுத்தப்படுகின்றன. அவற்றின் பயன்பாடு கால்வனிக் அரிப்புக்கான சாத்தியத்தை நீக்குகிறது. குழாய்கள் விட்டம் வேறுபடும் நிகழ்வில், சிறப்பு விரிவாக்கிகளின் உதவியை நாடவும்.
செப்பு வெப்பமாக்கல் அமைப்புகளுக்கு இன்று பயன்படுத்தப்படும் முத்திரைகளின் வகைகளைக் கருத்தில் கொண்டு, இரண்டு வகையான திரிக்கப்பட்ட இணைப்புகள் உள்ளன:
- கூம்பு வகையின் ஒருங்கிணைப்புகள் ("அமெரிக்கன்"). உயர் வெப்பநிலை குறிகாட்டிகளின் நிலைமைகளில் வெப்ப நிறுவலுக்கு இந்த கூறுகள் பரிந்துரைக்கப்படுகின்றன.
- பிளாட் வகை இணைப்புகள். இத்தகைய பொருட்கள் பல்வேறு வண்ணங்களின் பாலிமெரிக் பொருட்களால் செய்யப்பட்ட வடிவமைப்பு முத்திரைகளில் அடங்கும். அத்தகைய உறுப்புகளுடன் நீங்கள் வேலை செய்யக்கூடிய வெப்பநிலையைக் குறிக்க கேஸ்கட்கள் வெவ்வேறு வண்ணங்களில் வரையப்பட்டுள்ளன.
செப்பு குழாய்களுக்கான இணைப்பு வரைபடம்
சுய சட்டசபை
செப்பு குழாய்களைப் பயன்படுத்தி குழாய் நிறுவல் உங்கள் சொந்த கைகளால் மிகவும் சாத்தியமானது. இதைச் செய்ய, ஒரு எரிவாயு பர்னர் மற்றும் சாலிடரைப் பயன்படுத்தவும், இது இரண்டு வகையானது - கடினமான மற்றும் மென்மையானது. நீர் வழங்கல், எரிவாயு மற்றும் வெப்பமாக்கலுக்கான தகவல்தொடர்புகளில் உயர் வெப்பநிலை சாலிடரிங் செய்வதற்கு கடினமான சாலிடர் பயன்படுத்தப்படுகிறது. மென்மையானது - உள்நாட்டு நிலைமைகளில் குறைந்த வெப்பநிலையில் சாலிடரிங் செய்வதற்கு.

- கூட்டு உள்ளே துலக்குதல் மற்றும் மணல்;
- உள்ளேயும் வெளியேயும் ஃப்ளக்ஸ் பேஸ்டின் பயன்பாடு;
- எரிவாயு பர்னர் மூலம் இணைப்பு புள்ளியை சூடாக்குதல்.
இந்த உதவிக்குறிப்புகளைப் பயன்படுத்திக் கொள்ளுங்கள். மணர்த்துகள்கள் கொண்ட காகிதம் மூலம் குழாய்களின் விளிம்புகளை ஒழுங்கமைத்த பிறகு பர்ர்களை அகற்ற வேண்டாம். குழாய்களின் முனைகளில் ஒன்று ஒரு குழாய் விரிவாக்கி மூலம் விரிவாக்கப்பட வேண்டும், அதனால் அவை ஒருவருக்கொருவர் பொருந்தும்
ஃப்ளக்ஸ் பேஸ்ட்டைப் பயன்படுத்தும்போது, அது அதிகமாக இல்லை என்பதையும், சாலிடரிங் செய்யும் போது அது குழாயின் லுமினுக்குள் வராமல் இருப்பதையும் உறுதிப்படுத்திக் கொள்ளுங்கள்.
சந்திப்பை அதிகப்படுத்தாமல் இருப்பது முக்கியம், விளைவைப் பெற 15-20 வினாடிகள் போதும். ஃப்ளக்ஸ் வெள்ளி நிறத்தைப் பெறும்போது வெப்பம் நிறுத்தப்படுகிறது.
முடிக்கப்பட்ட அமைப்பைத் தொடங்குவதற்கு முன், நிறுவல் செயல்முறையிலிருந்து அனைத்து துகள்களையும் அகற்றும் பொருட்டு, ஒரு பெரிய அழுத்தத்துடன் அதை துவைக்க அறிவுறுத்தப்படுகிறது.
திறந்த நெருப்புடன் வேலை செய்வதற்கு பாதுகாப்பு முன்னெச்சரிக்கைகள் தேவை. இந்த வேலைகளின் போது வாழ்க்கை மற்றும் ஆரோக்கியத்தை கவனித்துக்கொள்வது மதிப்பு.
காப்பர் பைப்லைன்கள், அவற்றின் சிறந்த பண்புகள் காரணமாக, சூடான மற்றும் குளிர்ந்த நீர் வழங்கல் சாத்தியக்கூறுடன், வெப்ப அமைப்புக்கான நம்பகமான விருப்பமாக தங்களைக் காட்டுகின்றன.
உற்பத்தி பொருட்களின் வகைப்பாடு
பொருளின் தேர்வு செயல்பாட்டு சுமைகளைப் பொறுத்தது - அழுத்தம், திரவ ஓட்டம், (சில நேரங்களில் அதன் அடர்த்தியிலும்), அத்துடன் ஹைட்ராலிக் எதிர்ப்பின் அளவைப் பொறுத்தது. எல்லாவற்றிற்கும் மேலாக, பொருத்துதல் என்பது பல்வேறு அருகிலுள்ள கூறுகளால் ஏற்படும் கூடுதல் ஓட்டம் தடையாகும் - கேஸ்கட்கள் மற்றும் தயாரிப்பின் வடிவமைப்பு அம்சங்கள் - அலைகள், லெட்ஜ்கள், வளைவு ஆரங்கள், மாற்றம் பிரிவுகள் போன்றவை.
கேள்விக்குரிய பகுதிகளின் உற்பத்திக்கு பரிந்துரைக்கப்படும் பொருட்களும் அவற்றின் உற்பத்தியின் உற்பத்தித்திறனைக் கருத்தில் கொண்டு தேர்ந்தெடுக்கப்படுகின்றன:
- வார்ப்பிரும்பு. முடிச்சு கிராஃபைட் (VCh100 கிரேடுகள்) கொண்ட வார்ப்பிரும்புகள் பெரும்பாலும் பயன்படுத்தப்படுகின்றன, அவை போதுமான வலிமை மற்றும் திருப்திகரமான டக்டிலிட்டி கொண்டவை. பெரும்பாலும் இணக்கமான வார்ப்பிரும்பு தரங்களான SCH30 அல்லது SCH35 அடாப்டர்கள் உள்ளன, அதே போல் டக்டைல் இரும்பு தரங்களான KCh35-10 அல்லது KCh 37-12. சில சந்தர்ப்பங்களில், முடிக்கப்பட்ட தயாரிப்புகள் அவற்றின் விளக்கக்காட்சியை மேம்படுத்த கால்வனேற்றப்படுகின்றன.
- எஃகு.பெரும்பாலும் துருப்பிடிக்காத எஃகு தரம் 08X18H10 பயன்படுத்தப்படுகிறது, அதே போல் அதன் வெளிநாட்டு சகாக்கள். மற்ற பிராண்டுகள் உயர்ந்த வெப்பநிலையில் அரிக்கும் ஊடகத்தை உந்தி வடிவமைக்கப்பட்ட அமைப்புகளில் பயன்படுத்தப்படுகின்றன, அவை சிராய்ப்பு துகள்களால் மாசுபடுத்தப்படுகின்றன. இங்கு எஃகு வகை 45X பயன்படுத்தப்படுகிறது. 40HN 40HNM மற்றும் பல.
- பித்தளை. பிளாஸ்டிக் சிதைவு தொழில்நுட்பத்தைப் பயன்படுத்தும் போது, அவை சிதைக்கக்கூடிய பித்தளையின் பிராண்டுகளால் வழிநடத்தப்படுகின்றன: L70 இலிருந்து சாதாரணமானது, மல்டிகம்பொனென்ட் - LA-77-2, LN 65-5. பித்தளை வார்ப்பிலிருந்து - LTs40S, LTs25S2, முதலியன.
- சிதைக்கக்கூடிய அலுமினியம் மற்றும் பாலிஎதிலீன் தரங்களை அடிப்படையாகக் கொண்ட உலோக-பிளாஸ்டிக்ஸ் PE-X அல்லது PE-RT.
- குறைந்த அழுத்த பாலிஎதிலீன் (HDPE). குறைந்த செயல்பாட்டு சுமைகளில், பாலிமர்கள் பயன்படுத்தப்படுகின்றன, GOST 16338-85 இன் தொழில்நுட்ப தேவைகளின்படி தயாரிக்கப்படுகின்றன.

HDPE குழாய்களுக்கான பொருத்துதல்கள்: பொருத்துதல்களின் வகைகள் மற்றும் குழாய் இணைப்புகளை இணைப்பதற்கான விருப்பங்கள் கட்டுமானத்தில், HDPE ஆல் செய்யப்பட்ட குழாய்கள் அதிகளவில் பயன்படுத்தப்படுகின்றன. அதனால்தான் வலுவூட்டல் கூறுகளுக்கான தேவையும் அதிகரித்து வருகிறது. அவர்களின் உதவியுடன், குழாய் நிறுவல் எளிதாகவும் வேகமாகவும் மாறும் ...










செப்பு பொருட்களின் வகைகள்
இந்த நேரத்தில், பல வகையான செப்பு குழாய்கள் உள்ளன. கீழே முக்கியமானவை.
நியமனம் மூலம்
பின்வரும் குழாய்கள் அவற்றின் நோக்கத்திற்காகப் பயன்படுத்தப்படுகின்றன:
- தளபாடங்களுக்கு - குரோம் செய்யப்பட்ட - 25 மிமீ;
- வணிக உபகரணங்களுக்கு - ஒரு ஓவல் தயாரிப்பு - 25 மிமீ;
- தளபாடங்கள் ஆதரவு தயாரிப்பில் - 50 மிமீ (பார்);
- சமையலறை அறைக்கு - 50 மற்றும் 26 மிமீ (ரயில் மற்றும் பட்டை).
தளபாடங்கள் தயாரிப்பில், மரச்சாமான்கள் குரோம் பூசப்பட்ட குழாய் பயன்படுத்தப்படுகிறது. இது முக்கிய தளபாடங்கள் கட்டமைப்பில் பயன்படுத்தப்படுகிறது - ஒரு உலோக பட்டியாக. சுற்று போலல்லாமல், இது ஒரு செவ்வக குறுக்கு வெட்டு உள்ளது. பொதுவாகப் பயன்படுத்தப்படும் சுயவிவரம் 40*100, 40*80, 50*50.
இது ஒரு தட்டையான மேற்பரப்பில் மட்டுமே நிறுவப்பட்டுள்ளது, மேலும் பழுதுபார்ப்பு மற்றும் கார் தொழிற்சாலைகளில் பயன்படுத்தப்படுகிறது - ஒரு வலுவான சட்டத்தை உருவாக்கும் போது.
உற்பத்தி முறையின் படி
உற்பத்தி முறையைப் பொறுத்து, அத்தகைய செப்பு குழாய்கள் பயன்படுத்தப்படுகின்றன:
இணைக்கப்படாத செப்பு குழாய். இது முத்திரையைப் பயன்படுத்தி தூய உலோகத்தால் ஆனது.
இது அதிக இழுவிசை வலிமை கொண்டது. இந்த வழக்கில், உலோகம் குறைவான நீர்த்துப்போகும் ஆகிறது, அதன் பிறகு அத்தகைய குழாயைப் பயன்படுத்துவதில் சில கட்டுப்பாடுகள் உள்ளன.
அனீல் செய்யப்பட்ட செப்பு குழாய்கள் பிளாஸ்டிக் ஆகும், இந்த தரம் நிறுவல் செயல்முறையை எளிதாக்குகிறது
அனீல்டு செப்பு குழாய். இது ஒரு சிறப்பு செயலாக்க தொழில்நுட்பம் மூலம் செல்கிறது. இது 700 டிகிரி செல்சியஸ் வரை சூடாக்கப்பட்டு பின்னர் குளிர்விக்கப்படுகிறது. இந்த வழக்கில், பைப்லைன் கூறுகள் குறைவாக வலுவாக மாறும், ஆனால் மிகவும் நெகிழ்வானவை.
கூடுதலாக, அவை நன்றாக நீட்டுகின்றன - உடைப்பதற்கு முன், அவற்றின் நீளம் 1.5 மடங்கு அதிகரிக்கிறது.
அனீல்ட் குழாய் தயாரிப்புகள் மென்மையானவை, எனவே அவற்றின் நிறுவல் வேகமாகவும் எளிதாகவும் இருக்கும்.
பிரிவு வடிவத்தின்படி
பிரிவின் வடிவத்தின் படி, அவை வேறுபடுகின்றன:
- சுற்று நீர் குழாய்கள்;
- ஒரு செவ்வக வடிவத்தைக் கொண்ட குழாய் கூறுகள். மின்சார உபகரணங்களின் ஸ்டேட்டர் முறுக்குகளில் கடத்திகளை உருவாக்க அவை பயன்படுத்தப்படுகின்றன, இது ஒரு திரவ முறையால் குளிர்விக்கப்படுகிறது.
செப்பு குழாய்களின் பரிமாணங்களை வெளிப்புற விட்டம் மூலம் தீர்மானிக்க முடியும், இது 12-267 மிமீ ஆகும். இந்த வழக்கில், எந்த குழாய் அளவும் ஒரு குறிப்பிட்ட சுவர் தடிமன் 0.6-3 மிமீ சமமாக உள்ளது.
வீடுகளுக்குள் எரிவாயுவை நடத்தும்போது, குறைந்தபட்சம் 1 மிமீ தடிமன் கொண்ட குழாய்கள் பயன்படுத்தப்படுகின்றன.
பிளம்பிங் நிறுவும் போது, பல சந்தர்ப்பங்களில் ஒரு செப்பு குழாய் குழாய் பயன்படுத்தப்படுகிறது, இது போன்ற அளவுகள் உள்ளன: 12, 15, 18, 22 ஆல் 1 மிமீ, 28, 35, 42 ஆல் 1.5 மிமீ மற்றும் 52 ஆல் 2 மிமீ.
கடினத்தன்மையின் அளவைப் பொறுத்து
கடினத்தன்மையின் அளவைப் பொறுத்து செப்பு குழாய்கள் பயன்படுத்தப்படுகின்றன:
மென்மையானது. பதவி M அல்லது W. வெளிப்புற விட்டம் 25% விரிவடையும் போது அவை விரிசல் மற்றும் கிழிக்காமல் விரிவாக்கத்தைத் தாங்கும்.
வெப்பமாக்கல் அமைப்பு உருவாக்கப்படும்போது அல்லது நுகர்வோருக்கு நீர் விநியோகத்திற்காக குழாய்கள் அமைக்கப்படும்போது இத்தகைய குழாய் தயாரிப்புகள் பயன்படுத்தப்படுகின்றன. அதே நேரத்தில், பிளம்பிங் மற்றும் வெப்பமூட்டும் சாதனங்களுக்கு குழாய்களின் பீம் விநியோகம் செய்யப்படுகிறது.
பெரும்பாலான சந்தர்ப்பங்களில் மென்மையான குழாய் கூறுகள் நீர் குழாய்களின் கட்டுமானம் மற்றும் பழுதுபார்ப்பில் பயன்படுத்தப்படுகின்றன. அவற்றின் இணைப்பு எளிமையானதாகக் கருதப்படுகிறது - கூடுதல் உபகரணங்களைப் பயன்படுத்தாமல் நறுக்குதல் செய்ய முடியும்.








செப்பு குழாய்கள் அவற்றின் மூலம் கொண்டு செல்லப்படும் திரவங்களின் அதிக வெப்பநிலையைத் தாங்கும்
அரை திடமானது. அவர்களுக்கு பின்வரும் பெயர்கள் உள்ளன - பி அல்லது என்என். இத்தகைய குழாய் தயாரிப்புகள் 15% விட்டம் அதிகரிப்புடன் விரிவாக்கத்தைத் தாங்கும்.
அவை நிறுவப்படும்போது, பொருத்துதல்களைப் பயன்படுத்தாமல் குழாய்களை இணைக்க வெப்பம் பயன்படுத்தப்படுகிறது. வளைக்கும் அல்லது வளைக்காத அரை-திட தயாரிப்புகளுக்கு, செப்பு குழாய்களுக்கான குழாய் பெண்டர் பயன்படுத்தப்படுகிறது.
திடமான. அவை பின்வரும் எழுத்துக்களால் நியமிக்கப்படுகின்றன - டி அல்லது எச். அவை நிறுவப்படும்போது, வெப்பத்தின் போது மட்டுமே விநியோகம் செய்யப்படுகிறது. குழாயை வளைக்க, குழாய் பெண்டரைப் பயன்படுத்தவும்.
கடந்த 2 வகையான தாமிர பொருட்கள் பல்வேறு நெடுஞ்சாலைகளின் கட்டுமானத்தில் பயன்படுத்தப்படுகின்றன.
மேலும், அத்தகைய பாகங்கள் ஒரு குழாய் கட்டுமானத்தில் பயன்படுத்தப்படுகின்றன, இது இயந்திர வலிமையை அதிகரிக்க வேண்டும்.
அத்தகைய குழாய்களின் சீல் ஒரு முக்கியமான செயல்முறையாக கருதப்படுகிறது. எல்லாவற்றிற்கும் மேலாக, அவற்றின் துண்டிப்பு எந்த நேரத்திலும் நிகழலாம் - உதாரணமாக, முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு வகை பொருள் குறையும் போது. அத்தகைய சூழ்நிலை ஏற்பட்டால், மூட்டுகளை முழுமையாக மீண்டும் செய்வது அவசியம்.
முறுக்கு வகைகள்
உற்பத்தியாளர்கள் செப்பு குழாய்களுக்கு பல்வேறு வகையான முறுக்குகளைப் பயன்படுத்துகின்றனர்:
- FUM டேப். இந்த டேப் அனைத்து வகையான திரிக்கப்பட்ட இணைப்புகளிலும் பயன்படுத்தப்படுகிறது;
- பிளம்பிங்கிற்கான சீலண்ட் குணப்படுத்துதல். இத்தகைய பொருள் பல்வேறு நிறுவனங்களிலும் அன்றாட வாழ்விலும் பயன்படுத்தப்படுகிறது;
- பிளம்பிங்கிற்கான வீட்டில் தயாரிக்கப்பட்ட முத்திரை குத்த பயன்படும் மெழுகு போன்ற ஒரு வகை பொருள். 1940 களில் வீடுகளில் பொருத்தப்பட்ட குழாய்கள் கசிவு இல்லை.
மேலும், செப்பு குழாய்களில் இருந்து வெப்பத்தை உருவாக்குவது அவசியமானால் இந்த முறை பயன்படுத்தப்படலாம்.
சிவப்பு ஈயம் கிடைக்கவில்லை என்றால், சாதாரண PF பெயிண்ட் பயன்படுத்தப்பட வேண்டும்.
திரவ-கடத்தும் அமைப்புகளுடன் பணிபுரியும் போது சீல் செய்வது கட்டாயமாகும்